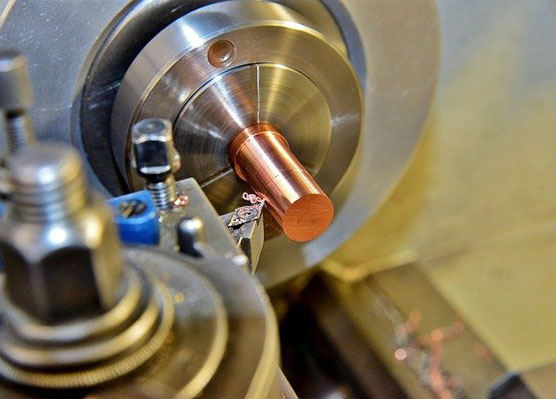
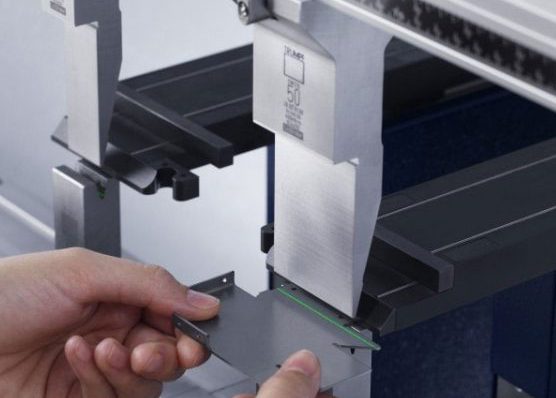
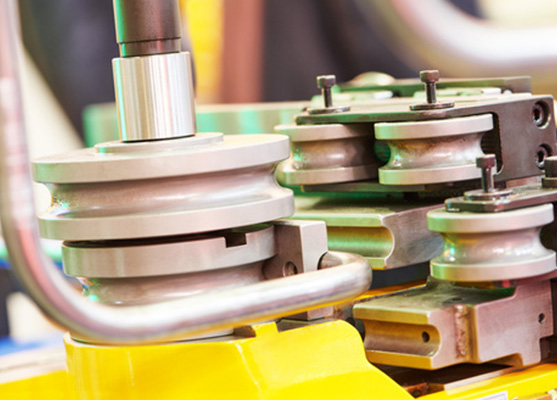
Do produkcji swoich wyrobów wykorzystujemy szereg nowoczesnych technologii CNC, do których zalicza się: cięcie laserem, cięcie wodą, toczenie, frezowanie, cięcie CNC blach, gięcie CNC rur, spawanie TIG, anodowanie, malowanie proszkowe oraz cynkowanie ogniowe. Jeśli zaś chodzi o rodzaje oferowanych sposobów wykończenia powierzchni, w KW Construction wykorzystujemy: elektropolerowanie, polerowanie ręczne oraz szlifowanie. Ponadto wykonujemy też detale niepolerowane, obrobione lub nieobrobione plastycznie.
Usługi CNC to szereg zalet, których nie mogą zapewnić żadne tradycyjne metody obróbki. Do tych najczęściej wspominanych zalicza się przede wszystkim: niedoścignioną precyzję wykonywanych elementów. Jest ona niemożliwa do osiągnięcia w przypadku chociażby obróbki ręcznej. Co więcej, do plusów usług CNC zalicza się także powtarzalność, którą można uzyskać dzięki automatycznym procesom i odpowiednio zaprogramowanym komputerom. Minimalizuje to znacząco ryzyko pojawienia się jakichkolwiek błędów podczas obróbki. Warto także wspomnieć, że usługi CNC są bardzo wydajne i zapewniają ekonomiczne zużycie materiałów, dzięki czemu nie marnują się one podczas obróbki. To także duża oszczędność!
Warto również wspomnieć, że o popularności usług CNC przesądza fakt, iż nie wymagają one dodatkowej obróbki wykańczającej. Elementy wykonane przy pomocy obróbki skrawaniem posiadają wysokiej jakości krawędzie. Co więcej, cały proces przebiega bardzo szybko, co niewątpliwie także jest zaletą tego rozwiązania. Dzięki temu zapewniona jest wysoka wydajność i efektywność pracy.


Elektropolerowanie jest znakomitym sposobem na wygładzenie powierzchni i zabezpieczenie detalu przed korozją.
Polerowanie ręczne jest finalną metodą obróbki elementu i ma na celu doprowadzenie powierzchni detalu do efektu “lustrzanego odbicia”.
Oferujemy elementy wykończone jako szlifowane typu inox lub 3M™ Scotch-Brite™.
Oferujemy elementy malowane, anodowane
i cynkowane zgodnie z technologią powyżej.
Oferujemy też detale niepolerowane, obrobione
lub nieobrobione plastycznie.







 pl
pl